多米產(chǎn)品中心
product center
聯(lián)系多米智能裝備
多米(廣東)智能裝備有限公司
地 址:廣東省東莞市長(cháng)安鎮上沙社區創(chuàng )盛路8號
電 話(huà):400-8868-162
聯(lián)系人:(董小姐) 13790660060
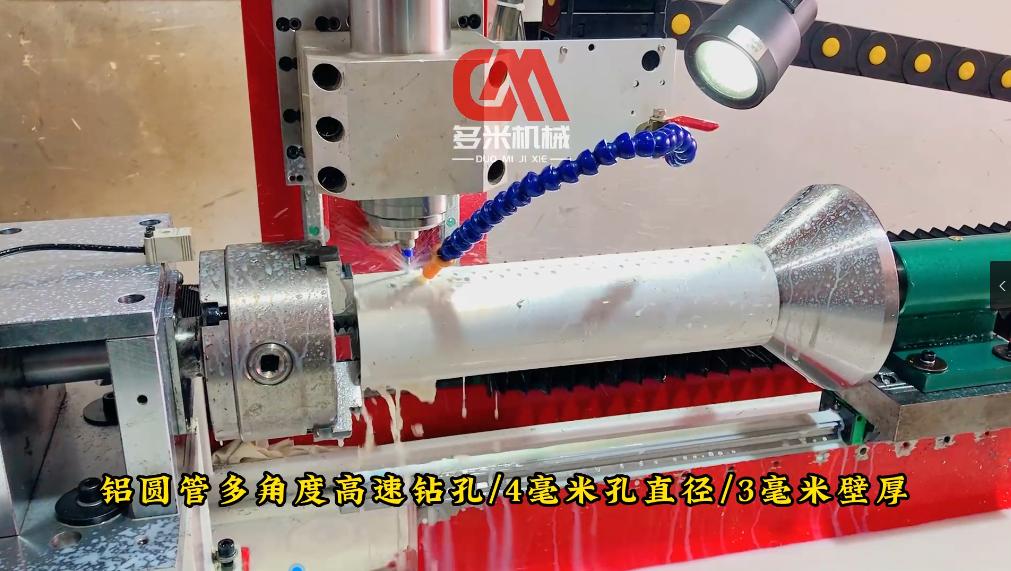
數控鉆床加工影響粗糙度的因素及措施
為什么有的朋友在數控鉆床初加工時(shí)零件粗糙度還不錯�����,但在精加工出來(lái)以后啊零件粗糙度變得很差了��,這是怎么回事呢���?今天我們就來(lái)分析一下�����。
一般情況下���,零件在數控鉆床初加工時(shí)產(chǎn)生的切削深度深�����,走刀量大��,切削變形嚴重����,產(chǎn)生的切削熱很高��。因此啊急血流在剛產(chǎn)生時(shí)就被融化了�����,無(wú)法刮化工件表面����,而當精加工仍然用這個(gè)轉速時(shí)�����,就產(chǎn)生問(wèn)題了��,精加工余量小����,走刀量也小���,所產(chǎn)生的切削熱也小���,這就給了積屑瘤產(chǎn)生的機會(huì )���,一旦積屑瘤生成����,其硬度比材料本身要高����,零件表面就被刮花了���。因此一般情況下���,粗加工為了延長(cháng)刀具使用壽命�����,一般使用低轉速�����,而一旦要經(jīng)加工��,就必須提高轉速�����,使零件限速度����,避開(kāi)積屑瘤所產(chǎn)生的范圍���,這樣才能加工出光澤度好的零件��。
OK��,我們來(lái)總結一下哈加工速度的使用原則�,要么低速���,要么高速����,一定要避開(kāi)一生層急血流的中速�,你都清楚了嗎��?
智能裝備有限公司")
智能裝備有限公司")